本發(fā)明涉及一種接線的焊接工藝,當接線的焊接機構工作時,接線的焊接工藝包括以下步驟:拍攝步驟將產(chǎn)品夾持固定并拍攝產(chǎn)品得到圖像數(shù)據(jù):運算步驟:根據(jù)圖像數(shù)據(jù),計算確定產(chǎn)品位置和產(chǎn)品尺寸規(guī)格;規(guī)劃產(chǎn)品焊點區(qū)域:并計算產(chǎn)品一側(cè)扭轉(zhuǎn)圈數(shù)和焊接線輸送量:轉(zhuǎn)動步驟:旋轉(zhuǎn)產(chǎn)品一側(cè)至計算的扭轉(zhuǎn)圈數(shù):焊接步驟:輸送計算的焊接線輸送量,對產(chǎn)品進行焊接:檢驗步驟:將產(chǎn)品一側(cè)夾緊,并松開產(chǎn)品另一側(cè),使得產(chǎn)品發(fā)生扭轉(zhuǎn):拍攝并記錄焊點數(shù)據(jù):判定若焊點不牢固,重復轉(zhuǎn)動步驟:判定若焊點牢固,則松開產(chǎn)品一側(cè)并取出產(chǎn)品。解決了現(xiàn)有方案中計算焊點是否牢固則存在誤差電線的線芯沒有焊接在焊點位置,焊接的是否牢固攝像頭是無法判斷的問題。
1.其特征在干:當接線的焊接機構工作時,接線的焊接工藝包括以下步驟:
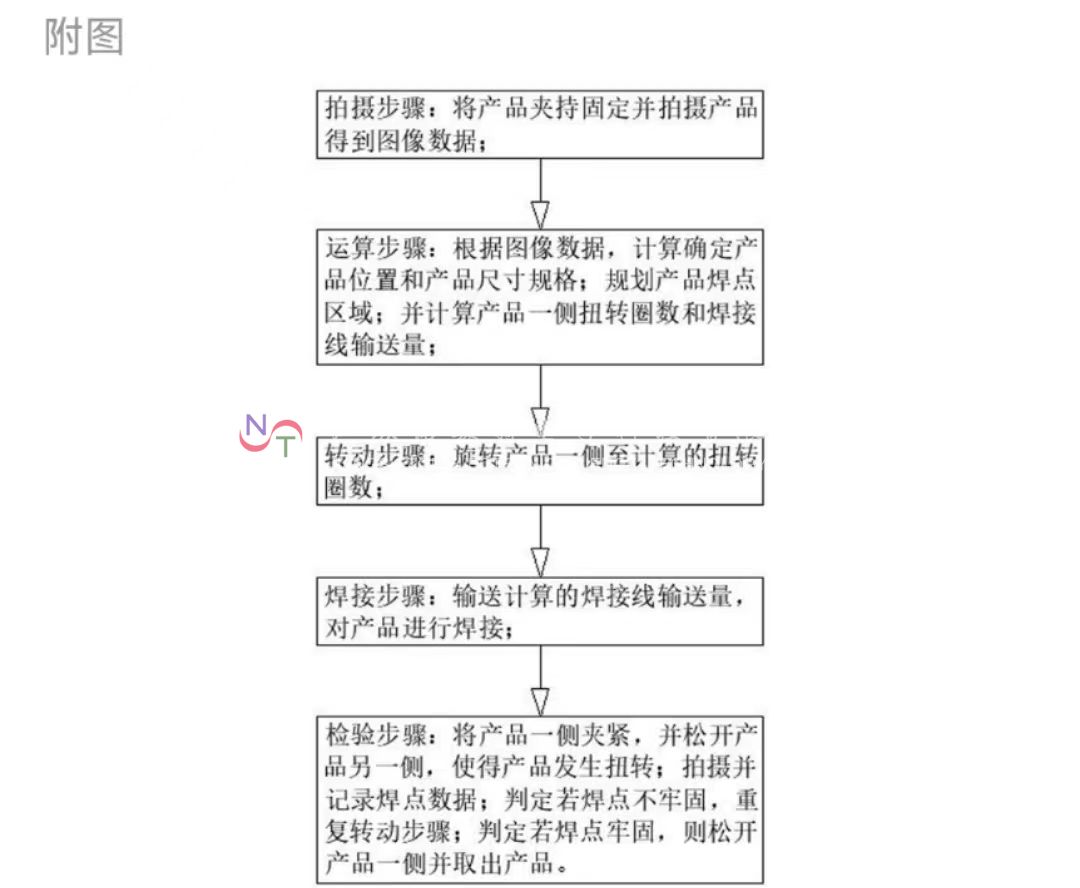
拍攝步驟:將產(chǎn)品夾持固定并拍攝產(chǎn)品得到圖像數(shù)據(jù);
運算步驟:根據(jù)圖像數(shù)據(jù),計算確定產(chǎn)品位置和產(chǎn)品尺寸規(guī)格:規(guī)劃產(chǎn)品焊點區(qū)域:并計算產(chǎn)品一側(cè)扭轉(zhuǎn)圈數(shù)和焊接線輸送量:
轉(zhuǎn)動步驟:旋轉(zhuǎn)產(chǎn)品一側(cè)至計算的扭轉(zhuǎn)圈數(shù):
焊接步驟:輸送計算的焊接線輸送量,對產(chǎn)品進行焊接;
檢驗步驟:將產(chǎn)品一側(cè)夾緊,并松開產(chǎn)品另一側(cè),使得產(chǎn)品發(fā)生扭轉(zhuǎn):拍攝并記錄焊點數(shù)據(jù):判定若焊點不牢固,重復轉(zhuǎn)動步驟:判定若焊點牢固,則松開產(chǎn)品一側(cè)并取出產(chǎn)品。
2.如權利要求1所述的接線的焊接工藝,其特征在干:拍攝步驟中通過多位置、多角度拍攝產(chǎn)品得到圖像數(shù)據(jù):并將圖像數(shù)據(jù)進行復驗成像:
位于產(chǎn)品上方攝像頭拍攝產(chǎn)品,得到多組平面圖像數(shù)據(jù),平面圖像數(shù)據(jù)之間進行交叉復驗;
位于產(chǎn)品側(cè)面攝像頭拍攝產(chǎn)品,得到多組高度圖像數(shù)據(jù),高度圖像數(shù)據(jù)之間進行交叉復驗:
將平面圖像數(shù)據(jù)和高度圖像數(shù)據(jù)得到產(chǎn)品立體圖像數(shù)據(jù)。
3.如權利要求2所述的接線的焊接工藝,其特征在于:轉(zhuǎn)動步驟中根據(jù)產(chǎn)品尺寸規(guī)格數(shù)據(jù)調(diào)整旋轉(zhuǎn)產(chǎn)品一側(cè)的速度;
4.如權利要求2所述的接線的焊接工藝,其特征在于:焊接步驟中還包括輔拍過程:
產(chǎn)品焊接前,焊頭接觸產(chǎn)品焊接位置,拍攝并記錄產(chǎn)品變形量;
產(chǎn)品焊接后,拍攝產(chǎn)品焊點區(qū)域,拍攝并記錄產(chǎn)品焊點區(qū)域數(shù)據(jù)。
5.如權利要求2所述的接線的焊接工藝,其特征在于:焊接步驟中還包括焊頭循環(huán)冷卻過程。
6.如權利要求5所述的接線的焊接工藝,其特征在于:檢驗步驟中判定若產(chǎn)品焊點不牢固存在兩種過程:拍攝扭轉(zhuǎn)過程將扭轉(zhuǎn)過程分為包括開始扭轉(zhuǎn)的第一扭轉(zhuǎn)過程和包括扭轉(zhuǎn)結束的第二扭轉(zhuǎn)過程:
焊點不牢固發(fā)生在第一扭轉(zhuǎn)過程時:拍攝焊點暴露面積:若焊點暴露面積較大,調(diào)整焊頭位移量、焊接線輸送量和焊頭冷卻速度:若焊點暴露面積較小,調(diào)整焊頭位移量和焊頭冷卻速度;
焊點不牢固發(fā)生在第二扭轉(zhuǎn)過程時:拍攝焊點暴露面積:若焊點暴露面積較大,調(diào)整焊頭位移量、焊接線輸送量和焊頭冷卻速度;若焊點暴露面積較小,調(diào)整焊頭位移量。
7.如權利要求6所述的接線的焊接工藝,其特征在于:
第一扭轉(zhuǎn)過程中若焊點暴露面積較大,調(diào)整焊頭位移量、焊接線輸送量和焊頭冷卻速度均大于第二扭轉(zhuǎn)過程中若焊點暴露面積較大,調(diào)整焊頭位移量、焊接線輸送量和焊頭冷卻速度;
第一扭轉(zhuǎn)過程中若焊點暴露面積較小,調(diào)整焊頭位移量大于第二扭轉(zhuǎn)過程中若焊點暴露面積較小,調(diào)整焊頭位移量。
 中文
中文 英文
英文


店鋪1") 微信公眾號
微信公眾號 無錫阿里店鋪
無錫阿里店鋪廠家") 自動焊接設備生產(chǎn)廠家
自動焊接設備生產(chǎn)廠家廠家") 精密焊接設備生產(chǎn)廠家
精密焊接設備生產(chǎn)廠家 電焊機廠家店
電焊機廠家店